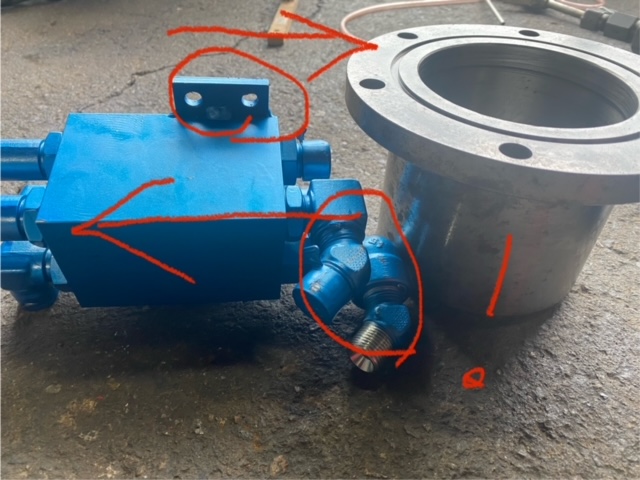
結局、YBさんからセットで付けてもらってた継手のエルボの種類(メーカー)が違うのが理由で解決した内容でした。
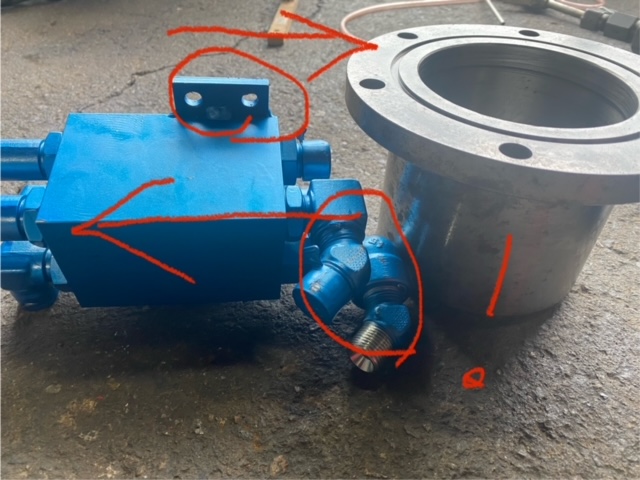
3Vの回転中継ブロック。。です。
先日、全塗装お化粧直し用ってことで、3分ホース用→4分ホース用へ変更するために、ブルーに色塗って準備してたにもかかわらず、
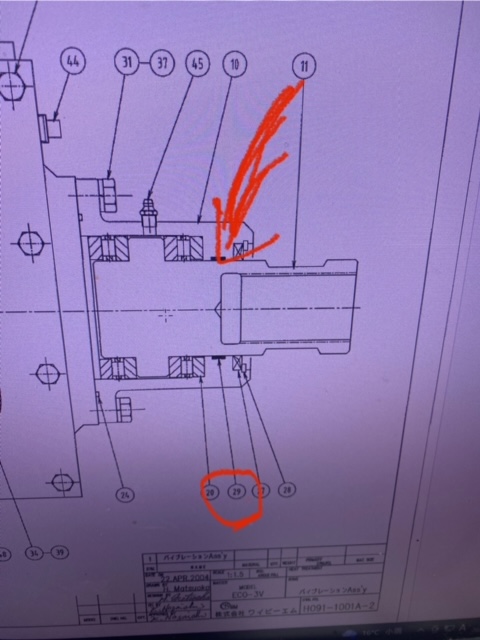
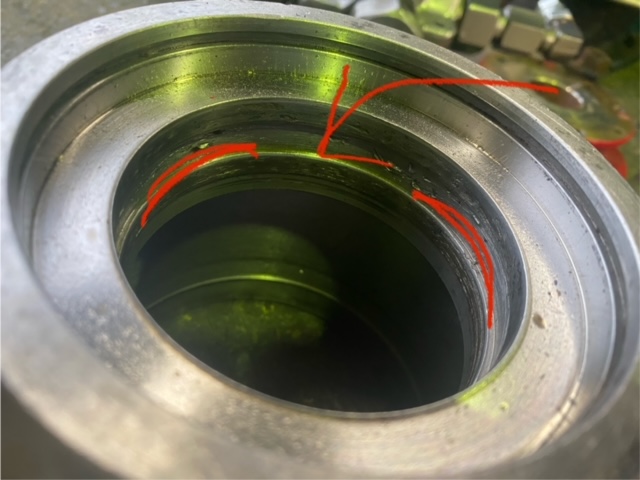
何故か??シャンクロッドが刺さるベアリングケースに干渉して装着できずに諦めた部品でした…。😂
そうです。ちょうど左回転モーターの後ろ、フィード板に張り付いている、回転モーターへの中継ブロックのことですよ。🙂
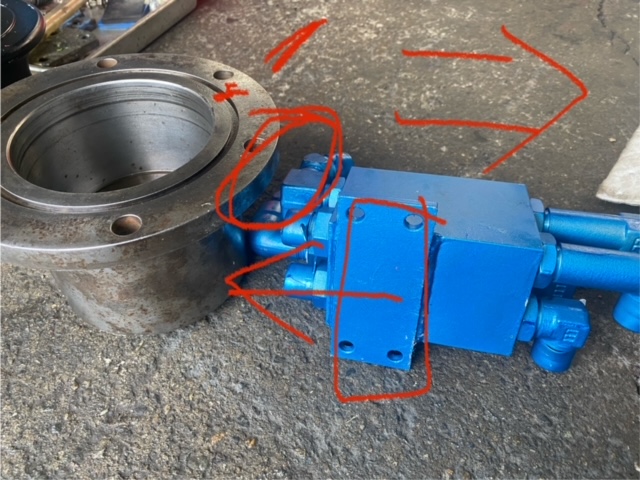
旧型3V用→3V-3用ではホース径の違いで、サイズが大きくなって変更されてるのですが、今回どうしてもベアリングケースに当って上手く装着できなかったのです。
作業中の予期せぬトラブルで、あまり時間も無かったので、当時は既存の赤色ブロックで代用し、最後に刷毛で手塗補修したのですが、
せっかく準備してたのに残念で、しばらく原因を探ってた。。
結果、冒頭にも説明通り、結局、継手エルボのメーカー種類違いて、その回転角度半径に数ミリの差が生まれ、
柄が伸びてしまい、ベアリングケースに干渉してたのが原因でした。
このような継手種類1個だけの違いで起きちゃう、予期せぬ設置方法の不具合。。。
バルブ周辺では特に多いのです。だから大半、継手種類は指定されてるのですが。。。
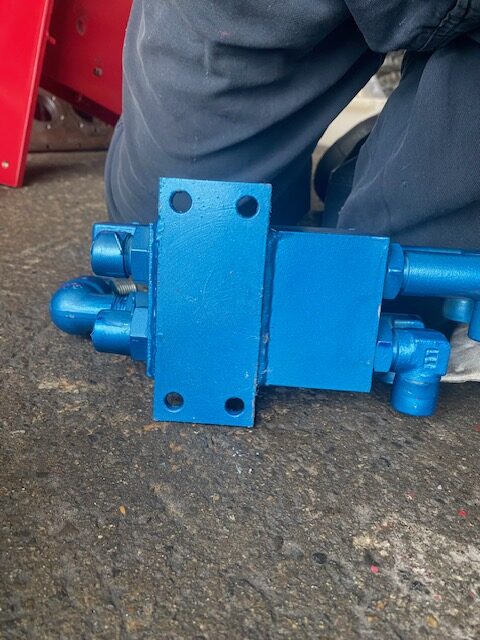
最初、ブロック背面に溶接されている鉄板ステーの張り付き位置に若干誤差があるのでは??って疑い、溶接を剥がして、安易に自分で溶接し直そうかと企んでいたのですが、
どうやら、追及していくと、このようなブロック部品1個についても確実に図面が存在し、そのような製作誤差が生まれる要因は一切ない!!という回答。。でした。。。(納得。。。)
そして、
「自分で溶接は辞めた方が無難ですよ」って、アドバイス頂けたので。なんで???って。。
下手な安易な溶接では、ブロックが割れて油漏れ起こしちゃうらしいので、溶接場所が継手の口に接近しすぎているのもあって、YBさんは敢えてコダワッテ、
実は、「低温アーク溶接技術で溶接してますから。。。」ってことでした。😂
何じゃそれ???
調べてもいまいち、説明が少なく、まぁーー言葉の意味的に、入熱を最小限に抑えながら、予熱、後熱処理を確実に施しながら、低水素棒で脆化予防する方法だと思ってるのですが、
合ってますかね???誰も教えてくれません。鋳物溶接でよく実施する方法でしょうか??
そして、相変わらず僕は個人的に、このような、こだわり技術に、非常に興味関心が湧いちゃうのです!!!😂
「実は、、、、」みたいな。🙂
さすがでんなーーーーって。
我々シロートは、安易にただ、棒で溶接しテマエ!!ってとこでしょうが、プロの部品製作のレベルの高さに感嘆した!!!
もしかして、9連のリーダーホース中継の継手なども、みんなその技術で溶接してんでしょうか???
って、どんどん、自分の作業に自信を無くす、最近のオレ。。。。です。。😭😭😭
HSSエンジニヤリング株式会社 山口















コメント